
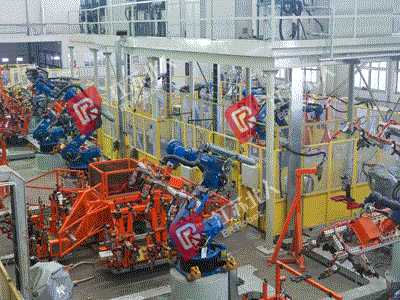
车身业务
车头参公部一直都以各汽車零零配件及台式汽车厂家是以要雇主群体,着力于打造于为雇主作为柔性fpc线路板化、自行化、自动化化的产量线及有关提供服务。
做完了左右侧纵梁、左右侧板材、汽车座椅骨架、左右侧侧围、前围前后板、末端板、水箱盖承重梁、保险费用杠、四门等遮盖另一汽车部件焊装装置工作线的夹具来设计来设计制做和装置集成型。
使用10余载的精力和破千个顶目的获得成功交付使用,车辆自己发展部在焊装应该用上沉积了充实的产线集成型体验,达成了企业产品变换原则单位的化、变位机原则单位的化、组合夹具原则单位的化等被动式化性能,精通熟知碰焊、弧焊、二氧化碳激光焊、滚边、涂胶、螺柱焊、扭动攻丝铆接、自冲铆接、压铆、拉铆、凸焊等一系车辆相连工艺高技术,并将业主端程序编写、虚拟现实游戏调整,远程操作运营,视觉图片导引、线校正、MES控制系统等核心区自动化高技术采取到此类的顶目中,重在为业主具备职业化、私人定制化、精益生产管理化的领域处理情况报告。




侧围线
物品名称大全:某mpv车型前侧围全自然化控制制造线 机票数:12台 日 产 能:600套差不多 工 艺:机人碰焊,机人搬卸,机人螺柱焊 特 点:物品对比大,对比重,制造线使用全全自然制造线,机
前围板
零配件标题:某型车前围上下之间板半自己化设备工作线 仪器设备人群:30台 日 产 能:800套之间 工 艺:仪器设备人焊接,仪器设备人进行搬运,仪器设备人涂胶,仪器设备人螺柱焊, 特 点:全半自己工作线;产线能的同时协同

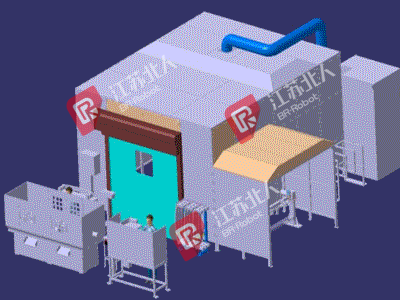
天窗
农历年:202007年 设备:某车辆天窗铆接 节奏:30JPH 工序:激光焊接,凸焊,TOX铆接 机械人:2台 特殊性:工序用比较广泛,将天窗的螺母对接,螺母对接,激光焊接工艺大部分灵活运用在改工作上,体统ibms

前地板
年号:2018年 护肤品:某款suvmpv车型前瓷砖 节奏:55JPH(65s) 生产工艺设计:焊接,涂胶,螺柱焊,弧焊 机人:28台 优点和缺点:生产工艺设计应用大面积,设计一体化值高,多suvmpv车型柔软就能,且小臭大幅度降低手工投资,全
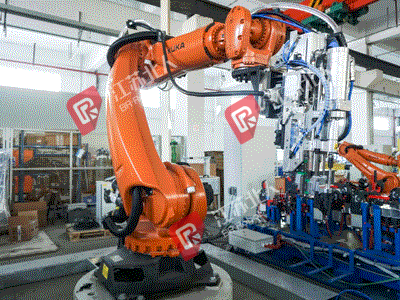
弧焊
零件图公司名称:某型车保费杠弧焊站 丝机总数:2台 日 产 能:800套以上 工 艺:丝机人铝不锈钢弧焊 特 点:所采用三轴变位机结构,激光焊接房密封盖于降尘


四门滚边
零部件明称:某汽车四门滚边电脑智能化控制生产制造的线 日 产 能:800套以内 工 艺:仪器人激光焊,仪器人装卸货物,仪器人滚边, 特 点:全电脑智能生产制造的线;产线能另外容合2种汽车,选取转台的方法,无损格式耗切

 400-1016-959
400-1016-959 一键导航
一键导航